Окончание статьи. Начало в № 10
Планирование и контроль
После того как мы определили оптимальную партию для запуска в производство и периодичность запуска-выпуска, выбрали вид движения деталей, рассчитали полную длительность производственного цикла, можно переходить к планированию и контролю.
Для этого можно использовать следующие управленческие формы:
- визуальную — «Нормативный график запуска-выпуска партий деталей»;
- цифровую — «План-факт по запуску-выпуску»;
- картотека.
Эти планово-диспетчерские документы могут составляться как в целом по заводу, так и отдельно по цехам, участкам.
Так, в форме «Нормативный график запуска-выпуска партий деталей» видно, что Редуктор АВ12.00.00, для которого выше выполнены расчеты, запускается в производства два раза в месяц с периодичностью 14 календарных дней. Кроме того, диспетчер должен проследить, чтобы 04.09.2016 в производство запустили Звездочку ТЛ 11.03.005 и Втулку НК 78.45.012.
Благодаря форме «План-факт по запуску-выпуску» на начало месяца диспетчер производства имеет заранее рассчитанные плановые показатели, а в необходимые рабочие дни отмечает факт сдачи партии готовых изделий. Например, Ролик КВ 18.11.000 должны были сдать на склад 16.09. а фактически сдали 17.09.
Расчет календарно-плановых опережений
Календарное опережение — это величина календарного времени от запланированной даты выпуска серий изделий до запуска деталей или узлов на определенной стадии производства.
Важно!
По опережениям можно определить, за сколько дней до выпуска готового изделия должна быть запущена в обработку партия данных деталей на каждой технологической стадии производства.
Величина опережения может быть выражена в днях, в изделиях или в порядковых номерах изделий, которые присваиваются также комплектам заготовок, узлов. Величина опережения состоит из длительности производственного цикла и резервного времени, обеспечивающего своевременное начало работ на последующей фазе процесса при возникновении перебоев различного характера.
Опережения рассчитываются по отдельным цехам и деталям изделия.
Опережение может рассчитываться как по запуску детали по каждому цеху, так и по выпуску ее цехом.
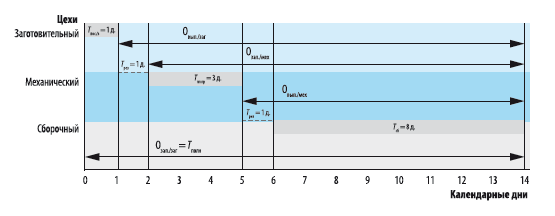
Время опережения на запуск (Озап) определяется как сумма длительности изготовления детали (изделия) во всех цехах, включая цех, для которого рассчитывается время опережения, и резервного времени во всех цехах, т. е. время опережения на запуск заготовительного цеха относительно сборочного равно длительности цикла изготовления детали (изделия).
Время опережения на выпуск (Овып) рассчитывается как сумма длительности изготовления детали (изделия) во всех цехах, следующих за цехом, для которого рассчитывается время опережения, и резервного времени во всех цехах (включая цех, для которого рассчитывается время опережения).
К сведению
Рассчитывать опережения запуска-выпуска необходимо для того, чтобы определить частные сроки запуска и выпуска деталей, а значит, обеспечить цехи заготовками и деталями, своевременно выпустить продукцию.
Схема полного цикла и графический расчет опережений представлены на рис. 5.
 Для физических лиц
Для физических лиц Для юридических лиц
Для юридических лиц Подписка по каталогам
Подписка по каталогам