В предлагаемой статье рассказывается о том, как правильно рассчитать плановую себестоимость железобетонных изделий, дан ответ на вопрос, нужно ли ее рассчитывать, если можно обойтись и фактической.
Железобетон — это армированный бетон, то есть стальной каркас из арматуры, залитый бетоном. Железобетон не горюч, не деформируется при различных нагрузках, устойчив к колебаниям температур и высокой влажности. И, что очень важно, он экономичен.
Различают две группы железобетона: монолитный и сборный. Первая группа предусматривает сбор арматурного каркаса, изготовление опалубки (формы из фанеры для заливки подвижного бетона) и заливку бетона прямо на строительном объекте. Преимущества этого вида производства железобетона:
- не требуется доставка объемных бетонных конструкций специальным дорогостоящим транспортом;
- нет необходимости в подъеме этих конструкций краном.
Кроме того, у монолитных конструкций нет стыков, поэтому выглядят они более целостно.
Сборный железобетон изготавливается непосредственно в цехе, где обычно установлено соответствующее оборудование и имеются под рукой все необходимые компоненты для производства. Далее железобетонные конструкции транспортом доставляются на строительные объекты, и из них «складывается» здание.
Выбор между тем или другим видом производства железобетона — это экономическая сторона вопроса: стоимость работы подъемно-транспортных механизмов, производительность и затраты на оплату труда, затраты на текущий ремонт оборудования, содержание производственных площадей и другие факторы в комплексе определяют выбор между тем или иным производством. Возможен и такой вариант: после предварительного расчета общей стоимости изделий по двум вариантам и определения экономического приоритета часть железобетонных изделий (ЖБИ) производится на заводе (в цехе), а часть — непосредственно на объекте.
Железобетонные изделия разделяют:
- по плотности бетона в кг/м3;
- по видам бетонов (тяжелые, легкие, ячеистые);
- по строению (пустотелые, сплошные, однослойные, многослойные);
- по виду армирования (с ненапрягаемой арматурой, с напрягаемой арматурой);
- по видам зданий и сооружений.
Основное требование к ЖБИ — соблюдение Государственных стандартов, а если на какие-то изделия нет ГОСТов, — соответствие техническим условиям. Внешний вид изделий тоже играет немаловажную роль при комплектации строительных объектов железобетонными конструкциями. Выступы арматуры, видимые неровности, щели, раковины и др. допустимы только в пределах нормы. Продукция, внешние дефекты которой трудно исправимы и превышают допускаемые ГОСТами пределы, должна учитываться как брак с вычетом из оплаты труда виновных в нарушении технологического режима работников.
Номенклатура ЖБИ достаточно широка:
- фундаментные плиты и блоки используются для строительства фундаментов зданий;
- колонны, балки, фермы, ригели необходимы для сооружения каркаса зданий;
- стены зданий создаются из стеновых панелей или стеновых блоков;
- армированными перегородками разделяются помещения внутри зданий;
- перекрытия — это армированные плиты для разделения этажей. Служат как потолок в нижнем помещении и как пол в верхнем;
- лестничные марши, ступени, площадки;
- перемычки (для обрамления оконных и дверных проемов);
- элементы колодцев (плиты днищ, крышки, кольца колодцев);
- поребрики и бордюрные камни;
- опорные подушки;
- фундаменты ЛЭП, рекламных баннеров, флагов и др.
Рассмотрим технологический процесс производства ЖБИ.
О необходимости ознакомления с технологией — пример из практической деятельности автора, который по заданию руководства рассчитывал себестоимость перемычки брусковой 2ПБ13-1п. Расходные нормы на упаковку были определены исходя из норм на перемычку брусковую 1ПБ13-1, которую изготавливали ранее, с учетом увеличения сечения; расход бетона и арматуры взят из ГОСТа, затраты времени — из Единых норм времени и расценок на изготовление железобетонных изделий и конструкций, утвержденных Министерством энергетики и электрификации СССР 05.02.1990 (далее — ЕНИР). Расчет производился без ознакомления с технологией производства из-за нехватки времени, в связи с этим не было учтено наличие у перемычки монтажных петель, которые используются для подъема тяжелых изделий к месту работ крановыми механизмами (обозначаются буквой «п» в конце маркировки изделия). B результате себестоимость была рассчитана неверно, без учета монтажных петель, которые стоят от 20 до 60 руб./шт. Хотя если у изделия небольшой вес, то петли нормами не предусматриваются, как, например, у перемычки 1ПБ13-1.
Минимальные знания технологии производства нужны также для расчета износа форм, трудозатрат, а в дальнейшем и для расчета накладных расходов. Тем более в наше время, когда внедряется полная автоматизация отдельных циклов и даже всего процесса производства ЖБИ. Пользоваться нормативами расхода материалов из ГОСТов и ЕНИРами становится нецелесообразно. Необходимо на месте, в цехе самостоятельно изучать производственный процесс, чтобы не допустить в расчете неточность. Наряду с этим следует учитывать, что на многих предприятиях строительной индустрии еще сохранился ручной труд, что увеличивает время изготовления изделия и затраты на оплату труда, а расход материалов порой превышает нормы по причине износа форм или значительных дефектов их внутренних поверхностей.
Технология производства ЖБИ достаточно сложная (рис. 1).
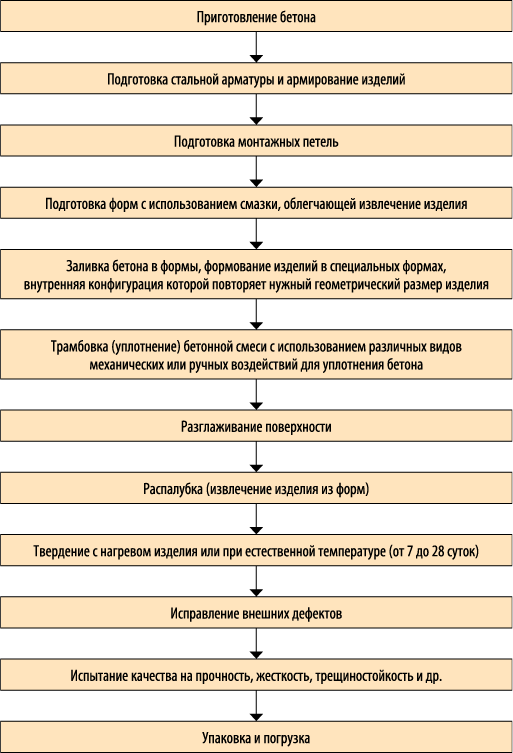
Рис. 1. Технология производства ЖБИ
Основные методы, используемые на различных этапах производства ЖБИ:
- армирование:
- ненапряженной арматурой;
- предварительно напряженной (нагретой и подверженной растяжению) арматурой;
- формование:
- на стендах (стационарно) в неперемещаемых формах (матрицах, кассетах);
- в перемещаемых формах. В этом случае все переделы разделены по рабочим местам. Перемещение осуществляется подъемно-транспортными механизмами. Называется такой метод поточно-агрегатным;
- самый современный способ — формование на вибропрокатном стане. Процесс производства полностью, от первой операции до последней, автоматизирован. Изделия перемещаются по конвейерной ленте, армирование, формование, твердение производятся с помощью специальных механизмов (конвейерный тип производства);
- твердение:
- при нормальной температуре;
- при температуре до 100 ˚C;
- при температуре свыше 100 ˚C.
Рассмотрим методику расчета себестоимости ЖБИ на примере перемычек брусковых марки ПБ.
Брусковые перемычки классифицируются по следующим признакам (рис. 2):
- порядковый номер сечения;
- длина;
- расчетная нагрузка;
- наличие монтажных петель.

Рис. 2. Классификация брусковых перемычек
Расчетная нагрузка — это суммарная нагрузка, которую может выдержать изделие от всех возможных конструкций над перемычкой и с учетом собственного веса перемычки в кН/м (1 кН/м = 100 кг/м2).
Сечение — площадь изделия в поперечном разрезе.
Этапы расчета себестоимости ЖБИ представлены на рис. 3.
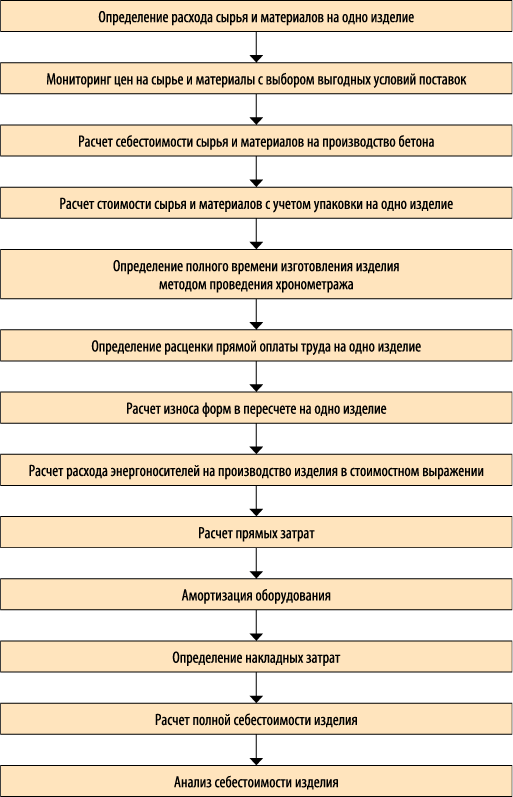
Рис. 3. Этапы расчета себестоимости ЖБИ
Перемычки брусковые — стандартное изделие, поэтому оно изготавливается строго по ГОСТам, в которых указан расход бетона, арматурной стали и наличие монтажных петель. При этом допускаются отклонения по расходу стали: если арматура напрягаемая, ее расход в килограммах обычно ниже расхода ненапрягаемой арматуры. Расход бетона может быть выше значения, приведенного в ГОСТе, в связи с «разболтанностью» и вмятинами вследствие износа внутри формы. Чаще это бывает с деревянными формами, нормативный срок эксплуатации которых вышел. Помимо этого, увеличение фактического расхода стали по сравнению с нормативным может быть связано с необоснованными отходами при раскрое и резке арматуры. Особенно часто такие случаи бывают при напряжении арматуры и подгонке длины арматуры к длине перемычки. В стоимостном выражении рост себестоимости может произойти в связи с необоснованным увеличением диаметра или использованием более дорогостоящего, чем необходимо по ГОСТу, класса арматуры.
Бетон по ГОСТу на изготовление перемычек используется тяжелый, средней плотностью более 2200 до 2500 кг/м3 включительно (плотность — это вес в кг 1 м3 бетона). Такой плотностью обладает бетон марки М 200 и выше, хотя в зависимости от качества, фракционности, влажности заполнителей бетона, вида химических добавок пористость, а значит, плотность бетона может изменяться. В настоящее время при производстве бетона часто используются воздухововлекающие добавки. За счет вовлечения воздуха увеличивается объем бетона без снижения прочности, при этом плотность бетона незначительно, но снижается.
Еще одна составляющая брусковых перемычек — это арматура.
В качестве напрягаемой продольной арматуры перемычек следует применять арматурную сталь:
- термически упроченную классов Aт-V и Aт-IVC по ГОСТ 10884-81;
- горячекатаную классов A-V и A-IV по ГОСТ 5781-82.
В качестве ненапрягаемой продольной арматуры перемычек следует применять арматурную сталь:
- горячекатаную класса A-III по ГОСТ 5781-82;
- термомеханические упрочненную класса Aт-III C по ГОСТ 10884-81;
- а также арматурную проволоку класса В-I по ГОСТ 6727-80.
Поперечную арматуру следует выполнять из горячекатаной арматурной стали классов А-1 и А-III ГОСТ 5781-82 или арматурной проволоки ВР-1.
Для изготовления арматурного каркаса перемычек следует выполнить следующие работы: разметить места расположения и уложить в кондуктор плоские каркасы, стержни, хомуты, спирали, а затем произвести сварку каркаса, снять с кондуктора и уложить в штабель.
К выполнению этих работ допускаются арматурщик 3 разряда и электросварщик ручной сварки 4 разряда.
Нормы времени и расценки на 1 т каркасов представлены в табл. 1 (содержатся в § 2-29. Перемычки, приставки, опоры светильников, стойки ЕНИР (ч. 2)).
|
Таблица 1. Нормы времени и расценки на 1 т каркасов |
|||||||||
|
Вид сборки |
Вес каркаса, кг, до |
|
|||||||
|
10 |
20 |
30 |
50 |
70 |
100 |
150 |
200 |
|
|
|
Из стержней и хомутов |
16 10-64 |
15,5 10-31 |
15 9-98 |
14,5 9-64 |
14 9-31 |
13,5 8-98 |
13 8-65 |
12 7-98 |
1 |
|
Из сеток и стержней |
13,5 5-98 |
13 8-65 |
12,5 8-31 |
11,5 7-65 |
11 7-32 |
10,5 6-98 |
9,5 6-32 |
8,7 5-79 |
2 |
|
Из стержней и готовой спирали |
12 7-98 |
11,5 7-65 |
11 7-32 |
10 6-65 |
9 5-99 |
8 5-32 |
7 4-66 |
6 3-99 |
3 |
Использовать нормы времени ЕНИР можно для расчета плановой себестоимости, а для фактического расчета себестоимости все-таки нужен хронометраж и анализ причин превышения нормативов. Как правило, причинами превышения норм времени являются низкая квалификация работников, устаревшая технология, непроизводительные потери времени и др.
Для расчета расхода бетона и арматурной стали на перемычки брусковые следует использовать табл. 1 ГОСТ 948-84 (фрагмент представлен в табл. 2).
|
Таблица 2. Расход бетона и арматурной стали на перемычки брусковые |
|||||||||
|
Код ОКП |
Марка перемычки |
Основные размеры перемычки, мм |
Расчетная нагрузка кН/м (кгс/м) |
Расход материалов |
Масса перемычки (справочная), кг |
Обозначение выпуска типовой проектной документации серии 1.038.1-1 |
|||
|
Длина
|
Ширина
|
Высота
|
Бетон, м3 |
Сталь, кг |
|||||
|
5 828 210 553 |
1ПБ10-1 |
1030 |
120 |
65 |
0,98 (100) |
0,008 |
0,31 |
20 |
Выпуск 1 |
|
5 828 210 554 |
1ПБ13-1 |
1290 |
0,98 (100) |
0,01 |
0,41 |
25 |
Выпуск 1 |
||
|
5 828 210 555 |
1ПБ16-1 |
1550 |
0,98 (100) |
0,012 |
0,48 |
30 |
|
||
Для расчета себестоимости изделий необходимо также учитывать нормы времени на их изготовление (табл. 3; использованы данные из § 1-5. Балки, прогоны, распорки, перемычки и ригели ненапряженные ЕНИР, ч. 1).
|
Таблица 3. Нормы времени на изготовление изделий (на 10 м3 железобетона) |
||||||||||
|
Состав работ |
Исполнители |
Объем изделий, м3, до |
|
|||||||
|
0,05 |
0,1 |
0,2 |
0,3 |
0,5 |
1 |
1,5 |
2 |
|||
|
Изготовление балок, прогонов, ригелей и перемычек прямоугольного сечения |
|
29 |
27,5 |
26 |
24,5 |
22 |
19 |
17 |
15,5 |
1 |
|
В том числе: |
|
|
|
|
|
|
|
|
|
|
|
Раскрытие пропарочной камеры |
Формовщик 3 разряда — 2 |
0,15 |
2 |
|||||||
|
Выгрузка форм с изделиями из пропарочной камеры |
Формовщик 4 разряда 3 разряда |
1,5 |
1,4 |
1,3 |
1,2 |
0,95 |
0,69 |
0,6 |
0,55 |
3 |
|
Расформовка изделий |
Формовщик 4 разряда 3 разряда — 2 |
2,2 |
2,1 |
2 |
1,9 |
1,7 |
1,5 |
1,4 |
4 |
|
|
Извлечение изделий из форм с подачей в зону охлаждения, отделки или на тележку |
Формовщик 4 разряда 3 разряда |
1,6 |
1,5 |
1,4 |
1,3 |
1,2 |
1 |
0,9 |
0,8 |
5 |
|
Доводка изделий до готовности |
Формовщик 4 разряда 3 разряда |
1,6 |
1,5 |
1,4 |
1,3 |
1,2 |
1,1 |
6 |
||
|
Подача изделий на склад готовой продукции |
Формовщик 4 разряда 3 разряда |
1,6 |
1,5 |
1,4 |
1,3 |
1,1 |
0,98 |
0,77 |
0,66 |
7 |
|
Очистка форм и бортоснастки |
Формовщик 3 разряда - 2 |
2,3 |
2,2 |
2,1 |
1,9 |
1,6 |
1,4 |
1,3 |
1,2 |
8 |
|
Смазка форм и бортоснастки |
Формовщик 3 разряда — 2 |
1,2 |
1,1 |
1 |
0,95 |
0,835 |
0,74 |
0,69 |
0,65 |
9 |
|
Установка и сборка форм |
Формовщик 4 разряда 3 разряда |
2,5 |
2,3 |
2,2 |
2,1 |
1,9 |
1,7 |
1,6 |
1,5 |
10 |
|
Укладка арматурных каркасов с установкой монтажных петель |
Формовщик 4 разряда 3 разряда — 2 |
3,4 |
3,2 |
3 |
2,9 |
2,6 |
2,2 |
2 |
1,7 |
11 |
|
Укладка, разравнивание и уплотнение бетонной смеси вибрированием |
Формовщик 4 разряда 3 разряда — 2 |
6,3 |
6,2 |
6 |
5,8 |
5,6 |
4,8 |
4,1 |
3,8 |
12 |
|
Выравнивание и заглаживание открытых поверхностей свежезаформованных изделий |
Формовщик 4 разряда 3 разряда |
2,9 |
2,8 |
2,7 |
2,4 |
2,1 |
1,7 |
1,6 |
1,5 |
13 |
|
Загрузка форм с изделиями в пропарочную камеру |
Формовщик 4 разряда 3 разряда |
1,4 |
1,3 |
1,2 |
1 |
0,77 |
0,66 |
0,55 |
0,43 |
14 |
|
Закрытие пропарочной камеры |
Формовщик 3 разряда — 2 |
0,17 |
15 |
|||||||
Примечание: Нормами предусмотрено изготовление изделий объемом до 0,5 м3 в формах на 1–10 изделий.
При определении себестоимости ЖБИ необходимо помнить, что в ЕНИР не учтены данные по использованию ручного труда. Между тем трамбовка, укладка и выравнивание бетонной смеси в формах на некоторых предприятиях производится вручную. В этом случае результаты хронометража производства брусковых перемычек или других изделий, переведенные в затраты на оплату труда, значительно превышают уровень рыночной цены без учета материалов и других расходов. Следовательно, необходима механизация труда — трудно представить, что некоторые собственники предпочитают работать себе в убыток.
После определения плановых норм расхода сырья, материалов и норм времени на производство рассчитывается плановая себестоимость перемычек (табл. 4).
|
Таблица 4. Расчет плановой себестоимости на перемычки брусковые |
|||||
|
Наименование статьи затрат |
Единицы измерения |
1-ПБ-10-1 |
1-ПБ-13-1 |
1-ПБ-16-1 |
Примечание |
|
Сырье и материалы |
руб. |
28,34 |
36,01 |
42,87 |
|
|
В том числе: |
|
|
|
|
|
|
Расход бетона М250 |
м3 |
0,008 |
0,01 |
0,012 |
|
|
Прямые затраты на 1 м3 бетона БРУ (в холдинге) |
руб./м3 |
2102 |
2102 |
2102 |
|
|
Стоимость бетона в изделии |
руб./изделие |
16,816 |
21,02 |
25,224 |
|
|
Расход арматуры |
кг |
0,31 |
0,41 |
0,48 |
|
|
Цена арматуры |
руб./т |
27 000 |
27 000 |
27 000 |
|
|
Стоимость арматуры на изделие |
руб./изделие |
8,37 |
11,07 |
12,96 |
|
|
Расход смазки Экол-Экс-3 по данным поставщика от 50–100 г/м2 20%-ной концентрации |
кг/м2 |
0,075 |
0,075 |
0,075 |
|
|
Площадь смазки |
м2 |
0,26 |
0,32 |
0,39 |
длина × ширину + длина × высоту × 2 (в м) |
|
Расход на изделие смазки Экол Экс-3 |
кг/м2 |
0,02 |
0,02 |
0,03 |
|
|
Цена смазки |
руб./кг |
50 |
50 |
50 |
|
|
Стоимость смазки на изделие |
руб./изделие |
0,97 |
1,21 |
1,45 |
|
|
Расход полимерной ленты |
м/изделие |
2,19 |
2,71 |
3,23 |
длина × 2 + высота × 2 |
|
Цена полимерной ленты |
1 погонный метр |
1 |
1 |
1 |
|
|
Стоимость полимерной ленты на изделие |
руб./изделие |
2,19 |
2,71 |
3,23 |
|
|
Оплата труда |
руб./изделие |
8,95 |
11,23 |
13,45 |
|
|
В том числе: |
|
|
|
|
|
|
Изготовление каркаса (из сеток и стержней) |
чел/ч на 1 т каркасов до 10 кг |
5,98 |
5,98 |
5,98 |
|
|
Вес арматуры |
кг |
0,31 |
0,41 |
0,48 |
|
|
Расценка |
руб. чел./ч |
357,14 |
357,14 |
357,14 |
(30 000 руб (оклад арматурщика) + 30 000 (оклад сварщика) / 168 ч/мес. |
|
Стоимость работ по изготовлению армокаркасов |
руб./изделие |
0,66 |
0,88 |
1,03 |
|
|
Формование |
чел./ч на 10 м3 |
29 |
29 |
29 |
|
|
Объем изделий |
м3 |
0,008 |
0,01 |
0,012 |
|
|
Расценка |
руб. чел./ч |
357,14 |
357,14 |
357,14 |
(32 000руб. (оклад формовщика 4 разряда) + 28 000 (оклад формовщика 3 разряда)) / 168 ч/мес. |
|
Стоимость работ по формованию |
руб./изделие |
8,29 |
10,36 |
12,43 |
|
|
Отчисления во внебюджетные фонды |
руб./изделие |
3,12 |
3,92 |
4,70 |
|
|
Износ форм |
руб./изделие |
5,625 |
5,625 |
5,625 |
форма с передвижной планкой 135 000 руб. / 1000 оборотов × 24 шт. (норма износа) |
|
Расход энергоносителей по плану ОГЭ на сварку арматуры и прогрев изделий |
руб./изделие |
1,02 |
1,275 |
1,275 |
|
|
Прямые расходы |
руб./изделие |
47,06 |
58,06 |
67,92 |
|
|
Амортизация оборудования |
руб./изделие |
0,88 |
1,1 |
1,32 |
|
|
Накладные расходы 11,54 % к прямым |
руб./изделие |
5,43 |
6,70 |
7,84 |
|
|
Всего полная себестоимость |
руб./изделие |
53,37 |
65,86 |
77,07 |
|
Примечание: цена на все сырье и материалы указана с учетом доставки.
Итак, мы рассчитали плановую себестоимость перемычек брусковых, то есть определили, какой должна быть себестоимость изделий по нормативам. Но без формирования фактической себестоимости невозможно определить реальные затраты на производство тех или иных изделий. Плановая себестоимость — база данных, c помощью которых можно проанализировать фактическую себестоимость. Это позволит выявить причины возникновения отклонений и спланировать мероприятия по снижению стоимости производства. Но и плановая себестоимость изделий ЖБИ не может оставаться постоянной величиной, даже если не меняются цены на сырье и материалы: новые технологии значительно снижают материалоемкость производства, современное оборудование позволяет увеличить производительность труда и снизить трудозатраты. А от экономистов требуются своевременные и точные расчеты, позволяющие довести до руководителей предприятия информацию о целесообразности и экономической эффективности внедрения инноваций.
 Для физических лиц
Для физических лиц Для юридических лиц
Для юридических лиц Подписка по каталогам
Подписка по каталогам